話") 谘詢熱線:86-755-29773559谘詢熱線:86-755-29773559
谘詢熱線:86-755-29773559谘詢熱線:86-755-29773559我(wǒ)們")
深圳市科(kē)翔模具有(yǒu)限公(gōng)司
電話: 86 - 755 - 2977 3559
電話: 86 - 755 - 29604615
傳真: 86 - 755 - 2960 4572
郵箱: kexiangmold@126.com
sales@cousunmold.com
地址: 深圳市光(guāng)明新(xīn)區公明街道西田社
區第二工業區24棟A區
一.名詞解釋
成(chéng)型製品表麵的線狀痕跡,此痕跡顯示了熔料流動的方向。
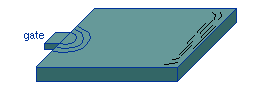
圖5-14 流(liú)痕示意圖
二. 故障分析(xī)及排除方法:
1. 熔(róng)料流動不良導致塑件表麵(miàn)產生以澆口為中心的年輪狀波流痕。可分別采取提(tí)高模(mó)具及噴嘴溫度,提高注射速率和充模速度,增加(jiā)注射壓力及保(bǎo)壓和增壓時(shí)間。也可(kě)在澆(jiāo)口處設置加熱器增加澆口部位的局(jú)部溫(wēn)度(dù)。還可適當擴大澆口及(jí)流道麵積,而澆口和流道截麵(miàn)最(zuì)好采用圓形,這種截麵能夠獲得最佳(jiā)充模。但是如(rú)果在(zài)塑(sù)件的薄弱區域設置澆口,應(yīng)采用正方形截麵(miàn)。此外,注料口底部及分流道端部應設置較大的冷料穴,料溫對熔料流動性能影(yǐng)響越(yuè)大,越要注意冷料穴尺寸的大小,冷(lěng)料穴(xué)的位置必須設置在熔料沿注料口流動方向的端部。
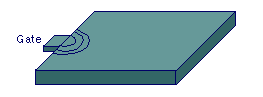
圖2 流痕形成示意圖
2.熔料在流道中流動不暢導致塑件表麵產生螺旋狀波流痕。當熔料從流道狹小的截(jié)麵流入較大截麵的型腔(qiāng)或模具(jù)流道狹窄、光潔度(dù)很差時,料流(liú)很(hěn)容易形成湍流,導致塑件表麵形成(chéng)螺旋狀波流恨。對此,可適當降低注射速度或對注射(shè)速度采取慢(màn)、快、慢分級控製。模(mó)具的澆口應設置在厚壁部位或直接在壁側設置澆口,澆口形(xíng)式最好采用(yòng)柄式、扇形或膜片式。也可適當擴大流道及澆口截麵,減(jiǎn)小料流阻力。
3.揮發性氣體導致塑件表麵產生雲(yún)霧狀波流痕。當采用ABS或其它共聚型樹(shù)脂原料時,若加(jiā)工溫度較高,樹脂及潤滑劑產生的揮發性氣體會使(shǐ)塑件表麵產生雲(yún)霧狀波流痕。對此,應適當降低模具及機筒溫度(dù),改善模具的排氣條件,降低料溫(wēn)及充模速率,適當擴大(dà)澆口截麵,還應考(kǎo)慮更換潤滑劑品種或減少(shǎo)其用量。
上一篇: 注塑模具成型製品,如果表麵(miàn)有裂紋該如何解決?
下一(yī)篇: 日常注塑加工遇到的問題原因分析及解決方法

全國服務熱(rè)線(xiàn):
 深圳市(shì)婷婷五月开心五月色情模具有限公司
深圳市(shì)婷婷五月开心五月色情模具有限公司 掃一掃
添加微信(xìn)谘詢(xún)
全國(guó)免費服務熱線(xiàn)
137-1421-9339